
Лабораторная работа №2 Автоматическая сварка под слоем флюса
| Вид материала | Лабораторная работа |
- Техническое задание «Приобретение сварочной головки для автоматической сварки под слоем, 66.2kb.
- Методические указания по выполнению лабораторной работы №6 для студентов 1-го курса, 124.2kb.
- Государственный стандарт союза сср сварка, пайка и термическая резка металлов гост, 487.3kb.
- Программа вступительного экзамена в аспирантуру по специальности 05. 03. 06 «Сварка, 131.86kb.
- Общество с ограниченной ответственностью, 25.14kb.
- Разработанная технология позволяет быстро и качественно приваривать стержни из арматурной, 59.54kb.
- Лабораторная работа 6 ручная электродуговая сварка металлическим электродом, 379.75kb.
- Анализ результатов исследования образцов, наплавленных автоматической наплавкой под, 158.72kb.
- Методические указания к лабораторным работам Лабораторная работа, 357.24kb.
- Лабораторная работа №3 кпк лабораторная работа №3 Тема: карманный персональный компьютер, 173.34kb.
Лабораторная работа № 2
Автоматическая сварка под слоем флюса
Автоматическая сварка под слоем флюса применяется при изготовлении металлических конструкций с большой протяженностью прямолинейных или круговых швов. Её выгодно использовать при массовом и крупносерийном производстве. Схема формирования сварного шва при автоматической сварке представлена на рис. 9
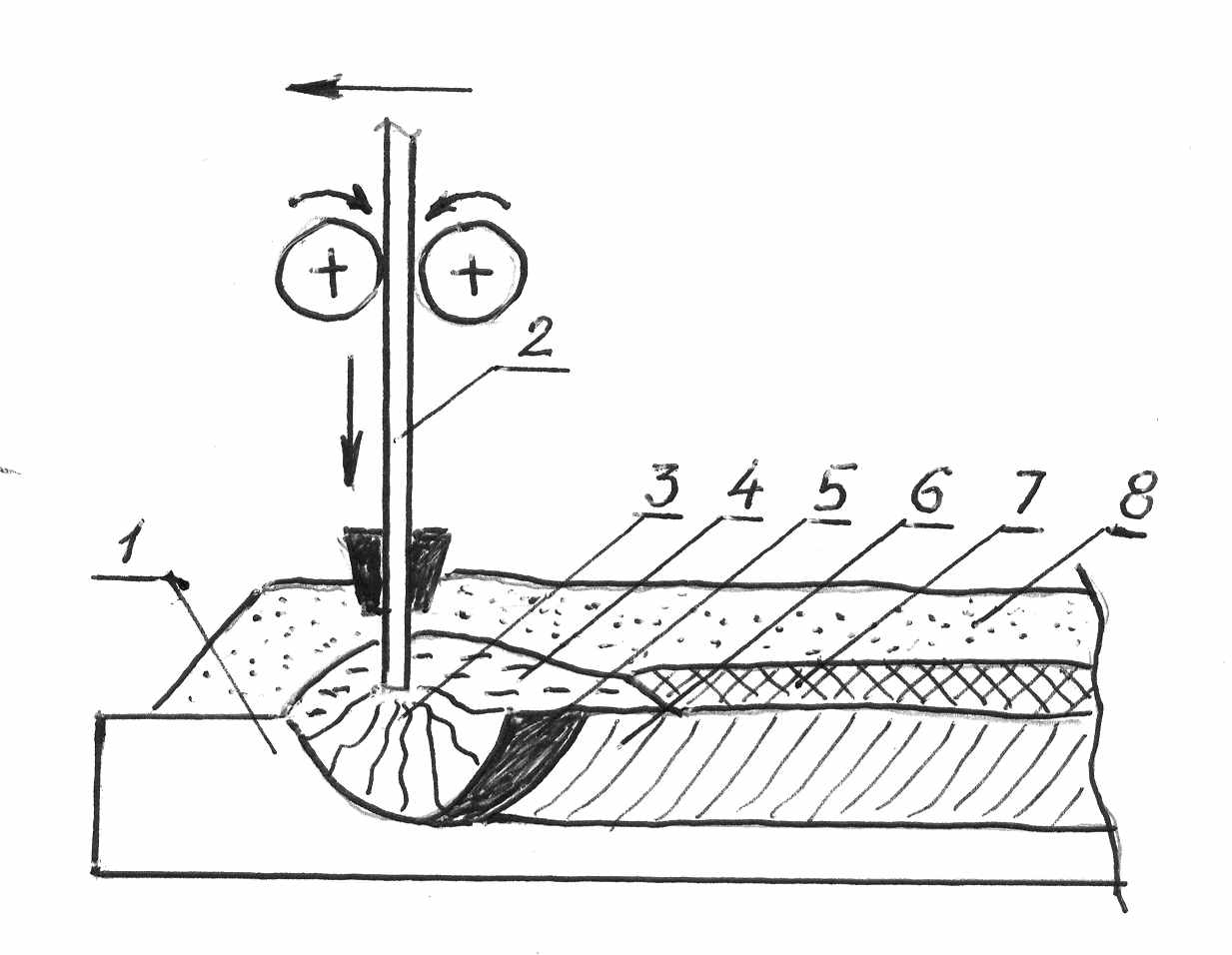
Рис. 9 Формирование сварного шва под флюсом:
1 – деталь; 2 – электродная проволока; 3 – дуга; 4 – шлаковая ванна; 5 – металлический расплав; 6 – сварной шов; 7 – шлаковая корка; 8 – флюс.
Отличительные особенности автоматической сварки под флюсом:
- расстояние от места подвода тока к электроду до сварочной ванны постоянно (40 – 70 мм), следовательно, сварочный ток неизменен;
- сварочный ток и плотность тока имеют большие значения, чем при ручной сварке (в 3 – 5 раз), а коэффициент наплавки больше в 2 – 2,5 раза;
- малая скорость охлаждения основного и наплавленного металла, хорошие условия кристаллизации и большая плотность шва; высокий коэффициент полезного действия дуги.
Преимущества автоматической сварки перед ручной:
- облегчение труда сварщика;
- повышение производительности в 5 – 20 раз;
- высокая плотность шва;
- малый угар и разбрызгивание металла;
- возможность сварки металла значительной толщины без разделки кромок;
- меньший расход электродного металла, электроэнергии и общая низкая стоимость.
Недостатком является применение только для длинных швов при сварке в нижнем положении.
Автоматическая сварка применяется для соединения деталей с толщиной от 2 до 100мм проволокой диаметром от 1,6 до 6 мм при сварочном токе от 150 до 2000 А и напряжении дуги от 25 до 45 В.
Применяемый флюс разделяют на три группы: для сварки углеродистых и легированных сталей, для сварки высоколегированных сталей, для сварки цветных металлов.
В зависимости от химического состава различают высококремнистые (более 35% кремнезема), низкокремнистые, марганцевые (более 1% марганца).
Электродная проволока изготавливается из большого числа марок. Для сварки углеродистых и низколегированных сталей применяют проволоку СВ-10Х5М, СВ-15ХМА.
Для сварки нержавеющих сталей СВ-04Х19Н9, СВ-06Х19Н10Т.
Установка для автоматической сварки состоит из следующих основных частей: источника питания, сварочного аппарата (сварочного трактора, головки), вспомогательного оборудования (кантователя, вращателя, стенда).
Ориентировочные режимы автоматической сварки приведены в таблице 6.
Таблица 6
Режимы односторонней сварки стыковых швов на флюсовой подушке
| Толщина металла, мм | Зазор, мм | Диаметр проволоки, мм | Сварочный ток, А | Скорость подачи, м/ч | Напряжение, В | Скорость сварки, м/ч | |
| | | | | | переменный ток | постоянный ток обратной полярности | |
| 2 | 1,0 | 1,6 | 120 | 105 | - | 24…48 | 43 |
| 7 | 3,0 | 4 | 700 | 117 | 30…34 | - | 37 |
| 10 | 4,0 | 5 | 750 | 62 | 34…36 | 32…34 | 30 |