
Застосування scada-системи для автоматизації технологічних процесів
| Вид материала | Документы |
- Циклу наукових робіт «Історія становлення та розвитку наукових основ автоматизації, 44.89kb.
- Аудиторні години 84 лекції 56, лаб роб. 14, практ, 80.42kb.
- Автоматизовані підсистеми проектування технологічних процесів, 22.79kb.
- Н. Т. Задорожна аналіз стану та тенденції розвитку інформаційних технологій підтримки, 337.61kb.
- Копіткість роботи з обробки документів стимулюють застосування комп’ютерів І пов’язаних, 92.07kb.
- Аудиторні години 42 лекції 28, лаб роб, 25.1kb.
- «Створення та впровадження сучасних ефективних технологічних процесів та обладнання, 189.08kb.
- 1. Інженер з механізації та автоматизації виробничих процесів належить до професійної, 72.2kb.
- Е-мережне моделювання процесів системи управління якістю завідувач кафедри ікс,, 34.89kb.
- Завідувач кафедри М. П. Рагозін затверджено: на засіданні навчально-видавничої ради, 230.44kb.
ЗАСТОСУВАННЯ SCADA-СИСТЕМИ ДЛЯ АВТОМАТИЗАЦІЇ ТЕХНОЛОГІЧНИХ ПРОЦЕСІВ
Філюк О.А., Лорія М.Г.
Інженер, доцент к.т.н.
Технологічний інститут Східноукраїнського національного університету імені В.Даля (м.Сєверодонецьк)
Автоматизація виробничих процесів - один з найбільш важливих напрямків технічного прогресу. Ефект автоматизації значною мірою залежить від того, як фахівці використовують можливості сучасних засобів автоматизації при вдосконалюванні технологічних процесів. При автоматизації технологічних процесів велике значення мають локальні автоматичні системи регулювання (АСР), які забезпечують підтримку заданих або одержання(отримання) оптимальних параметрів, що визначають протікання технологічного процесу. Однак локальні АСР, маючи обмежені функціональні можливості, у більшості випадків не дозволяють вирішувати складні завдання керування технологічними процесами й виробництвом і застосовуються, як правило, на нижчому рівні автоматизації. Останнім часом локальні АСР стали широко сполучатися із засобами обчислювальної техніки, що дозволяє реалізувати оптимальне керування, створювати автоматизовані системи керування технологічними процесами (АСК ТП) і автоматизовані системи керування виробництвами (АСКВ). Технічний прогрес диктує необхідність створення й впровадження автоматизованих систем керування на підприємствах. Trace Mode - необхідний інструмент сучасного проектувальника АСК ТП.
На базі SCADA-системи Trace Mode 6 можна автоматизувати процеси вагового дозування соняшникового масла на маслоекстракційному заводі. Розробити алгоритми логіко-програмного керування ваговим дозуванням на основі опису технологічної послідовності операцій і маршрутів переміщення потоків масла, а також алгоритми операцій прийому даних і керування ваговими контролерами, включаючи завдання супервизорного контролю й керування автоматизованого робочого місця диспетчера, побудованого на базі персонального комп'ютера. Розробити модельну версію АСК ТП вагового дозування. Як об'єкт керування вибрати програмну модель, що адекватно відбиває динамічні зв'язки вхід-вихід по основних каналах керування й збурювань.
Розглянутий нижче приклад (рис.1) ілюструє роботу реальної схеми автоматизації вагового дозування й маршрутизації матеріальних потоків на МЕЗах. Вагове дозування соняшникового масла повинне вироблятися в напівавтоматичному, автоматичному й у ручному режимах. Злив масла, як з ваг А, так і з ваг В повинен здійснюватися по двох напрямках: у маслозливну станцію й у рафінаційне відділення. При роботі в автоматичному й напівавтоматичному режимах повинен вироблятися автоматичний облік кожного схилу у вигляді даних про вагу злитого масла й часу схилу. Звіти формуються позмінно.
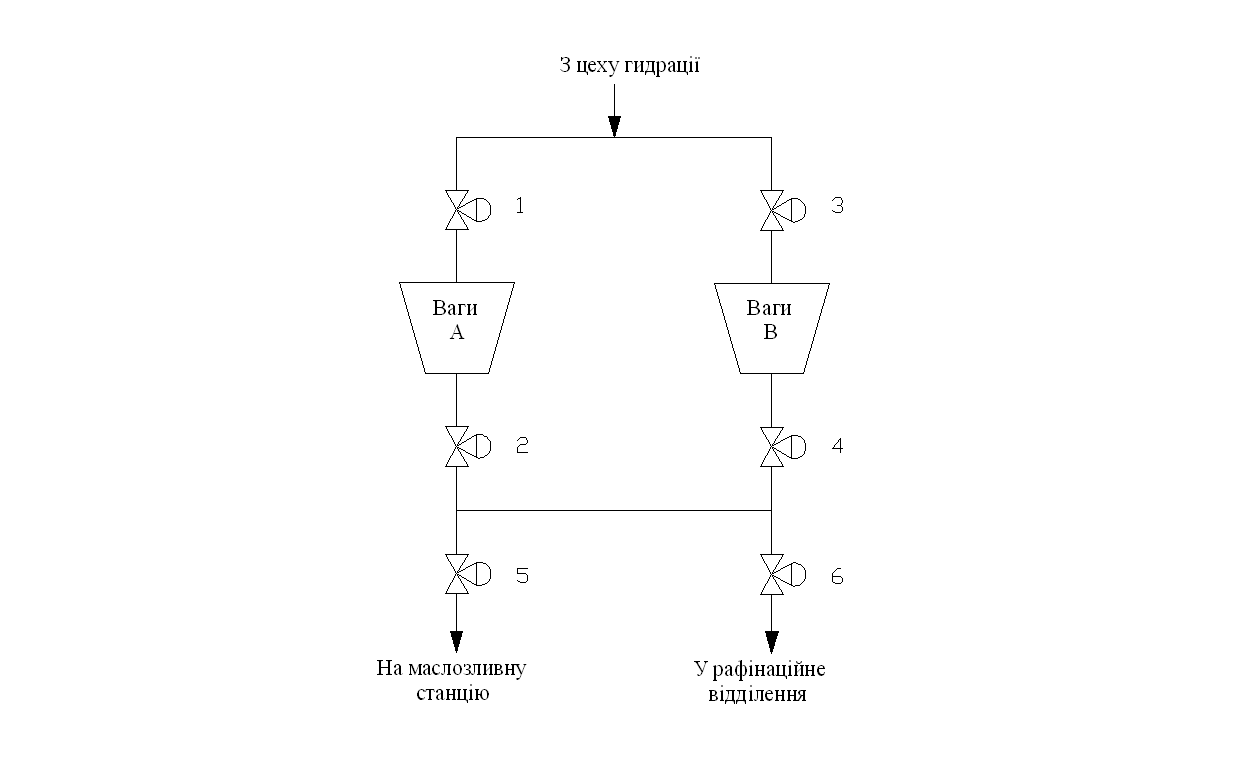
Рис.1 Схема руху потоків масла
Об'єктами керування автоматичної системи є бункерні ваги А и В. При заповненні зважуючим продуктом ваговий бункер описується інтегруючою ланкою без запізнювання, а при зливі самопливом ваговий бункер моделюється аперіодичною ланкою 1 порядку. Графіки перехідних процесів, що протікають у ваговому бункері при його заповненні й спорожнюванні, зображені на рис.2.
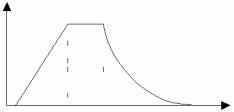
Рис.2 Перехідні процеси у ваговому бункері: ділянка 1- наповнення бункера; ділянка 2 - вага (кількість) масла в бункері не змінюється; ділянка 3 - злив (самопливом) з бункера.
Метою й результатом цієї частини підготовчої роботи в TRACE MODE з'явився короткий опис автоматизованого процесу, складу й призначення технологічного встаткування, його технічні характеристики, мети й завдання автоматизації керуючої системи й інших систем автоматизації: аварійної й технологічної сигналізації й захисту, автоматичного контролю й архівації інформації. З вищевикладеного ясно, що синтезована АСК ТП відноситься до класу систем циклічної автоматики, досить проста в реалізації по своєму алгоритму, але вимагає значних зусиль при здійсненні автоматичного контролю, архівації й сигналізації. Всі ці питання не важко реалізувати в рамках TRACE MODE.